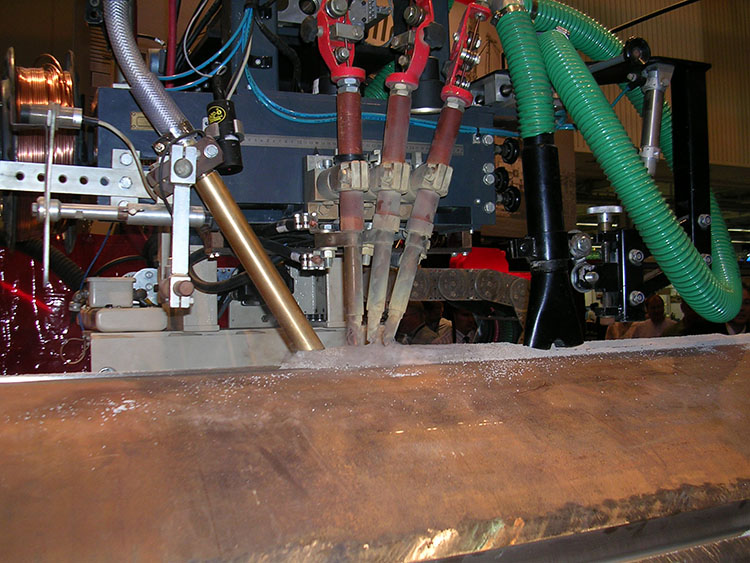
Процесс сварки под флюсом является наиболее идеальным выбором в таких важных областях применения, как трубопроводы, сосуды под давлением и резервуары, производство путей и капитальное строительство.Он имеет простейшую однопроволочную структуру, двухпроводную структуру, последовательную двухпроводную структуру и многопроволочную структуру.
Процесс сварки под флюсом может принести пользу пользователям во многих областях сварки: от повышения производительности до улучшения условий труда, обеспечения стабильного качества и многого другого.Заводы по производству металлов, которые рассматривают возможность внесения изменений в процесс сварки под флюсом, должны подумать о многих преимуществах, которые можно получить от этого процесса.
Базовые знания по сварке под флюсом.
Процесс сварки под флюсом подходит для тяжелого промышленного применения: трубопроводов, сосудов под давлением и резервуаров, локомотивостроения, тяжелого строительства/земляных работ.Идеально подходит для отраслей, требующих высокой производительности, особенно тех, которые связаны со сваркой очень толстых материалов, где процесс сварки под флюсом может принести большую пользу.
Его высокая скорость наплавки и скорость перемещения могут оказать существенное влияние на производительность труда, эффективность и производственные затраты, что является одним из ключевых преимуществ процесса сварки под флюсом.
Дополнительные преимущества включают: сварные швы с отличным химическим составом и механическими свойствами, минимальную видимость дуги и низкий уровень сварочного дыма, повышенный комфорт рабочей среды, а также хорошую форму сварного шва и линию схождения.
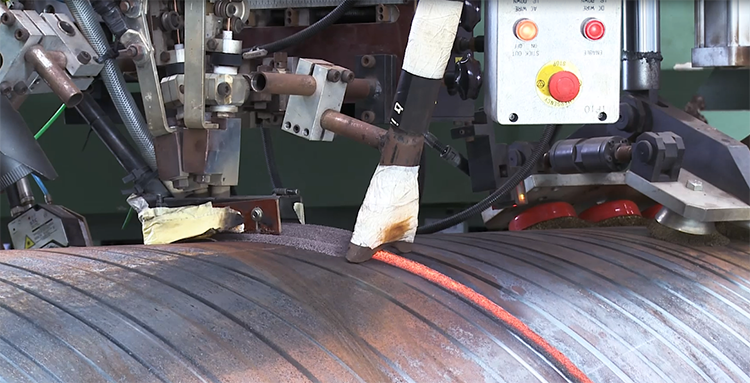
Сварка под флюсом — это механизм подачи проволоки, в котором для отделения дуги от воздуха используется гранулированный флюс.Как следует из названия, дуга погружена в флюс, а это означает, что при заданных параметрах дуга невидима при обтекании последующего слоя флюса.
Проволока непрерывно подается горелкой, движущейся вдоль сварного шва.Дуговой нагрев расплавляет участок проволоки, часть флюса и основной материал с образованием расплавленной ванны, которая конденсируется с образованием сварного шва, покрытого слоем сварочного шлака.
Диапазон толщины сварочного материала составляет 1/16 "-3/4", что может составлять 100% сварку с проникновением посредством однопроходной сварки. Если толщина стенки не ограничена, это может быть многопроходная сварка и выполнение соответствующей сварки. выбор предварительной обработки сварного шва и выбор соответствующей комбинации флюса для проволоки.
Выбор флюса и проволоки
Выбор правильного флюса и проволоки для конкретного процесса сварки под флюсом имеет решающее значение для достижения наилучших результатов в этом процессе.Хотя сам по себе процесс сварки под флюсом эффективен, производительность и эффективность можно повысить даже в зависимости от используемой проволоки и флюса.
Флюс не только защищает сварочную ванну, но и способствует улучшению механических свойств и производительности сварного шва.Состав флюса оказывает огромное влияние на эти факторы, влияя на допустимую токовую нагрузку и выделение шлака.Допустимая токовая нагрузка означает, что можно получить максимально возможную эффективность наплавки и высококачественный профиль сварного шва.
Выделение шлака из конкретного флюса влияет на выбор флюса, поскольку некоторые флюсы лучше подходят для одних сварочных конструкций, чем другие.
Варианты выбора флюса для сварки под флюсом включают активный и нейтральный виды сварки.Основное отличие состоит в том, что активный флюс меняет химический состав сварного шва, а нейтральный - нет.
Активный флюс характеризуется включением кремния и марганца.Эти элементы помогают сохранить прочность сварного шва при высокой погонной энергии, помогают сварному шву оставаться гладким при высоких скоростях перемещения и обеспечивают хорошее отделение шлака.
В целом, активный флюс может помочь снизить риск плохого качества сварки, а также дорогостоящей очистки и доработки после сварки.
Однако имейте в виду, что активный флюс обычно лучше всего подходит для одно- или двухпроходной сварки.Нейтральные флюсы лучше подходят для больших многопроходных сварных швов, поскольку они помогают избежать образования хрупких, чувствительных к растрескиванию сварных швов.
Существует множество вариантов проволоки для сварки под флюсом, каждый из которых имеет свои преимущества и недостатки.Некоторые проволоки предназначены для сварки с более высокими тепловложениями, в то время как другие специально разработаны с использованием сплавов, которые помогают флюсу очищать сварной шов.

Обратите внимание, что химические свойства проволоки и взаимодействие тепловложения могут влиять на механические свойства сварного шва.Производительность также можно значительно повысить за счет отбора металла.
Например, использование металлопорошковой проволоки при сварке под флюсом может повысить эффективность наплавки на 15–30 процентов по сравнению с использованием сплошной проволоки, а также обеспечить более широкий и мелкий профиль провара.
Благодаря высокой скорости перемещения металлопорошковая проволока также снижает тепловложение, сводя к минимуму риск сварочной деформации и перегорания.В случае сомнений проконсультируйтесь с производителем присадочного металла, чтобы определить, какая комбинация проволоки и флюса лучше всего подходит для конкретного применения.
Время публикации: 27 июня 2023 г.